








این قطعات جدار نازک چگونه تولید می شوند؟

ریسندگی فلز یک فرآیند شکل دهی چرخشی متقارن برای ورق فلز است. اسپیندل قسمت خالی و هسته قالب را به چرخش می راند و سپس چرخ دوار به قسمت خالی چرخان فشار وارد می کند. با توجه به حرکت چرخشی محور اصلی دستگاه ریسندگی و حرکت تغذیه طولی و عرضی ابزار، این تغییر شکل پلاستیکی موضعی به تدریج به کل قسمت خالی گسترش می یابد و در نتیجه اشکال مختلفی از قسمت های بدنه چرخان توخالی به دست می آید.
هزینه فرآیند: هزینه قالب (کم)، هزینه تک قطعه (متوسط)
محصولات معمولی: مبلمان، لامپ، هوافضا، حمل و نقل، ظروف غذاخوری، جواهرات و غیره.
عملکرد مناسب: تولید دسته ای کوچک و متوسط


کیفیت سطح:
کیفیت سطح تا حد زیادی به مهارت اپراتور و سرعت تولید بستگی دارد
سرعت ماشینکاری: سرعت تولید متوسط تا بالا، بسته به اندازه قطعه، پیچیدگی و ضخامت ورق فلز
مواد قابل اجرا:
مناسب برای ورق های فلزی گرم مانند فولاد ضد زنگ، برنج، مس، آلومینیوم، تیتانیوم و غیره.
ملاحظات طراحی:
1. ریسندگی فلز فقط برای ساخت قطعات متقارن چرخشی مناسب است و ایده آل ترین شکل قطعات فلزی با پوسته نازک نیمکره است.
2. برای قطعاتی که با چرخش فلز تشکیل می شوند، قطر داخلی باید در 2.5 متر کنترل شود.

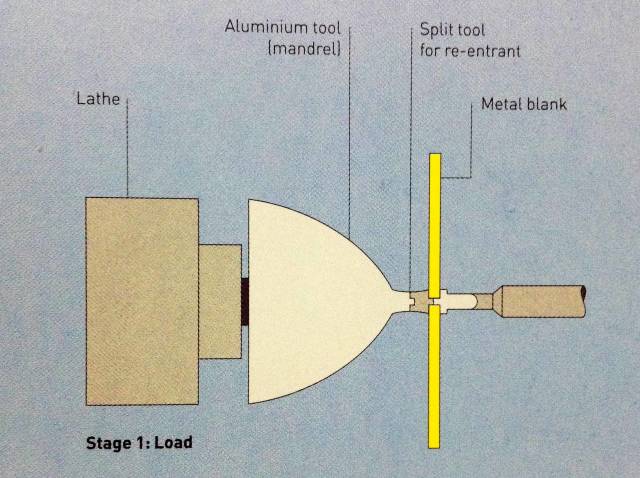
مرحله 1: ورق فلزی گرد بریده شده را روی سنبه دستگاه ثابت کنید.
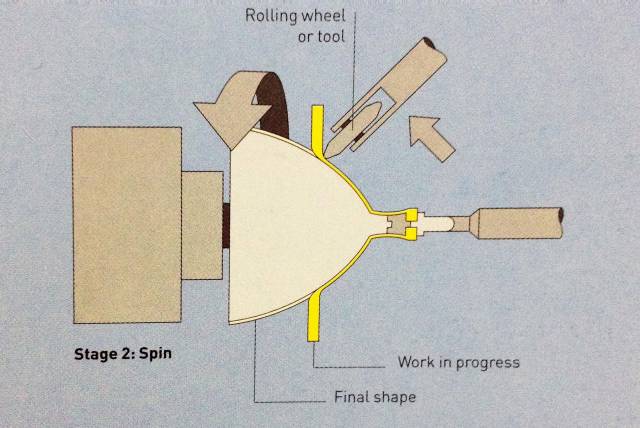
مرحله 2: سنبه صفحه فلزی دایره ای شکل را به حرکت در می آورد تا با سرعت زیاد بچرخد و ابزار با رانر شروع به فشار دادن سطح فلز می کند تا صفحه فلزی کاملاً با دیواره داخلی قالب منطبق شود.
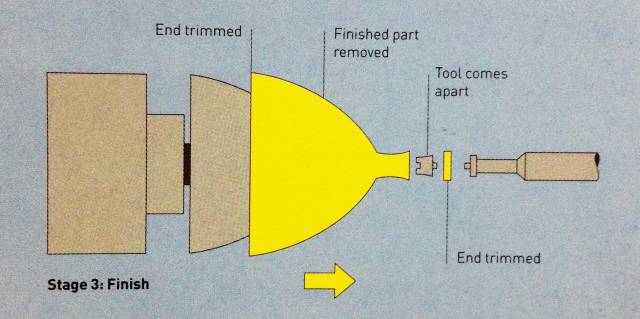
مرحله 3: پس از اتمام قالب گیری، سنبه برداشته شده و قسمت بالا و پایین برای قالب گیری بریده می شود.
پیام خود را برای ما ارسال کنید:
-

قطعات ماشینکاری CNC آلومینیوم
-

تولید ورق آلومینیوم
-

قطعات ماشینکاری CNC با دقت بالا Axis
-

قطعات ماشینکاری CNC برای ایتالیا
-

ماشینکاری CNC قطعات آلومینیومی
-

ماشینکاری قطعات خودرو
-

آهنگری آلیاژ تیتانیوم
-

اتصالات تیتانیوم و آلیاژ تیتانیوم
-

آهنگری تیتانیوم و آلیاژ تیتانیوم
-

سیم های تیتانیوم و آلیاژ تیتانیوم
-

میله های تیتانیوم
-

لوله/لوله های بدون درز تیتانیوم
-

لوله ها/لوله های جوش داده شده تیتانیوم